Effect of Water Jet Nozzle Lead Angle on Descaling Efficiency
水喷嘴入射角对铸坯除鳞效率的影响
喷嘴的设计中高压水压力和导角是有效除鳞的关键参数。在工业生产中,使用喷嘴入射角为15°的高压水射流除鳞是最理想的。然而,除鳞效率的波动都没有进行量化。本实验采用实验室数控除鳞系统进行研究,低合金钢铸坯在大气环境中由控制感应炉加热到1065℃,然后在各种情况下使用两种喷嘴和三种入射角进行除鳞。使用扫描电子显微镜对钢板的横截面进行覆盖残余氧化铁皮的统计表征。提出了提高除鳞效率的建议。炼钢过程中高温氧化引起的氧化铁皮生长是炼钢行业不可避免的难题。这种现象对最后的精加工工艺提出了限制要求。研究表明,由于残余氧化铁皮的影响,超过5%的热轧钢材(钢板/薄板)在钢厂进行内部回收重新冶炼,这就扰乱了其他下游生产制造工艺过程。[2~8]钢材除鳞是钢铁生产过程中必要一环。再加热的铸坯表面质量取决于除鳞过程的效率,特别是在连铸(CC)中,使用具有铸态表面的连铸坯轧制钢板和薄板都是要经过加热炉再加热过程。高压水除鳞系统中的特殊喷嘴用于在线铸坯表面除鳞。高压水除鳞需要一个强大的高压水泵来给水加压,水以高的流速通过喷嘴。高压水流直接对准待清洁的铸坯表面,水流的力量足以吹走氧化铁皮和污垢。高压水力除鳞过程的实际观察表明,冲击压力、耗水量和喷嘴入射角是影响除鳞效果的最为重要的几个因素。典型的氧化铁皮结构是多层结构,具有随机取向的缺陷(孔隙和裂纹),除鳞工艺过程的机理是非常复杂的。[2,8~14]考虑了三种主要的除鳞机制:(i)水滴的机械锤击,(ii)剪切力和(iii)局部缺陷爆炸的高压水蒸气。前两种机制是主要的,取决于高压水射流表面的相互作用,并且可以通过设计除鳞系统来控制。本研究的动机是为了确定喷嘴设计和入射角对钢铁生产过程中氧化铁皮去除效率的影响。实验的程序
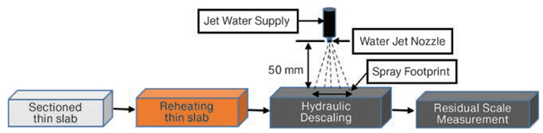
为了模拟一个完整的工业过程,我们使用了一组实验程序(图1)。研究喷嘴类型和入射角的影响涉及三个不同的工艺过程,并进行了微观结构分析:
图1 实验装置示意图(铸坯:截取的薄板坯→加热后的薄板坯→高压水除鳞→残余氧化铁皮检测)• 用CNC控制的高压水射流装置对再加热薄板坯进行实验室除鳞处理。本研究选用低合金钢,其成分如表1所示。将具有一个(上表面)原始铸态表面的连铸板坯切割成164 mm x 84 mm x 20 mm的试样。
利用35kw实验室规模的感应熔炼炉(LSZ-35型)模拟工业再加热条件,该炉具有229 mm x 104 mm x 45 mm的封闭加热室,以实现再加热过程的可控气氛。在实验室条件下,利用质量流量计控制的混合气再现了工业炉煤气的再加热气氛。为了避免气荒和边界控制的反应步骤,采用了高达6000 ml/min的气体流速,提供了~2 cm/s的气体流速。在再加热室中设置了几个气体入口,以均匀分布气流。使用Land Lamcom III便携式多气体分析仪定量室内供氧并将其调整到所需浓度。采用热水双起泡器使燃气蒸汽中的水蒸气饱和。温度、时间和大气条件见表2。
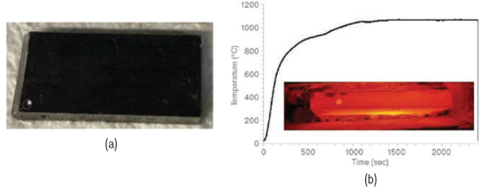
图2显示了在一次试验中获得的再加热曲线温度的示例。该图还显示了感应炉腔内再加热前和再加热期间的原薄板坯。薄板坯上的侧孔是插入热电偶地方,以便跟踪铸坯温度。
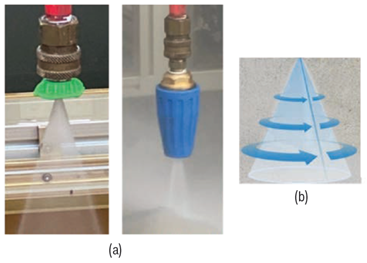
图2 (a)薄板坯的初始铸态状态,(b)加热试验的温度曲线,以及在感应加热室中加热的薄板坯现有的CNC控制除鳞室中分别安装了两种不同类型的喷嘴(图3)。第一种喷嘴(图3a)是一种普通的扁平喷嘴,喷射角为25°,可形成狭窄的矩形射流,最大压力为4500 psi(31MPa),额定流量为4gpm(每分钟加仑数,15.14升/分钟)。第二个喷嘴是涡轮旋转喷嘴(图3b),额定流量为2.5 gpm(9.46L/min),压力为4500 psi(31MPa)。这个喷嘴形成了一个中空的圆形射流足迹。喷嘴安装在三种不同的入射角,0°,15°和25°,倾斜于垂直轴。研究了喷嘴入射角对除鳞效果的影响。
图3 用于除鳞的喷嘴类型:(a)平面喷雾喷嘴,(b)旋转涡轮增压喷嘴薄板坯加热后被转移到除鳞室,在那里铸态表面暴露于高压水除鳞系统下面。CNC提供了所需的一次通过除鳞所需要的参数,铸坯行进速度为2米/分钟。在除鳞后立即对薄板坯进行淬火。除鳞后的薄板坯试样通过上面检测装置,测量试样宽度,用Mahr联邦便携式粗糙度测量仪计(M1)测量薄板坯中间部位的平均Ra粗糙度。然后,在除鳞的区域涂上环氧树脂,用水射流切割在除鳞区域中间提取15 mm × 20 mm的试样。采用SEM、ASCAT和TESCAN进行显微结构成像和能量色散x射线光谱(EDX)分析。结果与讨论
铸态表面结构
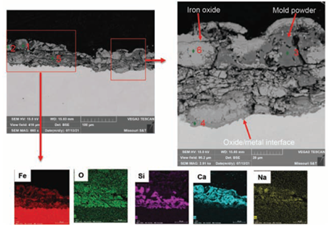
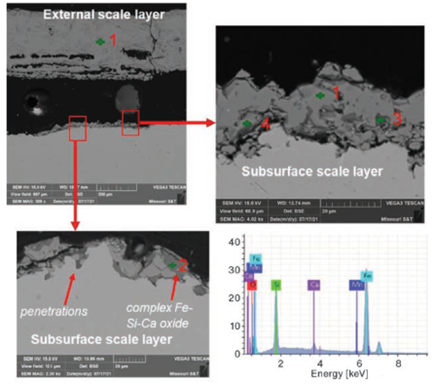
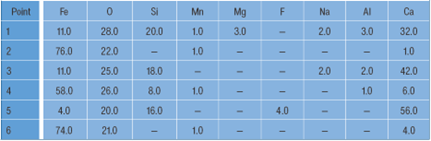
本研究所用钢的铸态表面结构分析如图4所示。从截面上看,加热前的铸态氧化铁皮结构由两个明确的氧化层组成,即外部和内部氧化层。[8]外部氧化层(outer)在横向和纵向上均存在微裂纹和宏观裂纹。外层靠近外表面的地方也有孔洞和孔隙。内部氧化层还包括位于氧化层/基体界面的混合氧化物/金属亚表面,这一层似乎牢固地附着在金属基板上。铸态板坯表面氧化层总厚度在40~75μm之间。铸态表面结构的EDX点化学分析显示存在Ca基氧化物,这是结晶器保护渣残留的典型迹象(点1、点3和点5)。据报道,这种复合Ca基氧化物的存在改变了氧化铁皮层的化学成分,以及高压水除鳞效果。[8]铸态板坯表面的结晶器保护渣残留物(氧化护套)在氧化铁形成过程中交织在一起,这在较低Ca含量的观察到结构上的差异(第2点和第6点)。铸态板坯表面从氧化铁皮外层一直到亚表面层都存在着结晶器保护渣和氧化铁皮的复杂混合物。在亚表面氧化层中,氧化物结构光滑,晶粒细小,与氧化物/金属界面的附着力强。EDX映射揭示了铸态表面氧化铁皮结构中元素的分布。
图4 铸态表面形成的氧化铁皮横截面结构BSE:左上(低放大倍率),右上(高放大倍率),下(能量色散x射线能谱(EDX)元素图)加热铸坯表面的氧化铁皮结构
再加热铸态钢试样,促进了外层氧化铁皮与内部亚表面氧化铁皮层之间的氧化层变性和缺陷的形成,如图5所示的氧化铁皮的微观结构。外层的氧化铁皮内部截面形成的孔洞已经处所饱和水平上。内层/亚表面层由氧化铁和硅基氧化物的混合物组成,在其成分中有微量Ca的存在(图5中的第2点)。复杂的亚表面层有一个氧化铁层叠加在硅基氧化物层上,硅基氧化物穿透进入到金属基体内,由于钢中含硅量很低Si (0.01 wt.%)不足以促进其形成,因此在内层氧化铁皮中存在硅基氧化物是出乎意料的。然而,在铸态铸坯氧化层的成分分析中看出,如图5 EDX点3所示,硅基氧化物的存在表明,结晶器保护渣残留物的化学成分具有较高的二氧化硅含量,从而促进了亚表面层形成的复杂性。分析表明,加热后的铸坯表面是一种复杂的氧化物混合物,具有不同的缺陷和与钢表面的结合能力。加热后的下层氧化铁皮厚度分布如图6所示。可以看出,氧化层的分布由两个尖峰给出:一个在10μm左右,另一个在50μm左右。
图5 加热后铸坯表面形成的氧化铁皮截面结构的扫描电镜(SEM)分析:左上(加热后的氧化铁皮结构,低倍率),右上和左下(加热后的氧化铁皮结构,高倍率),右下(点2的EDX光谱)' fill='%23FFFFFF'%3E%3Crect x='249' y='126' width='1' height='1'%3E%3C/rect%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
图6 铸坯表面加热后下部氧化铁皮亚尺度厚度变化的统计分析除鳞测试
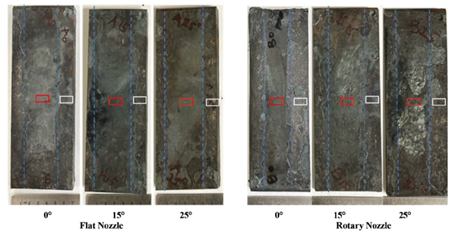
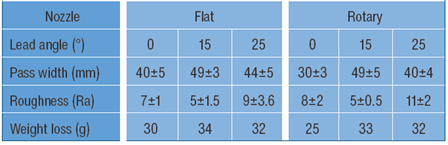
图7显示了铸坯除鳞后的上表面图,表4显示了除鳞后铸坯在做切片试样进行SEM分析之前获得的数值数据。蓝色虚线构成视觉上估计的除鳞喷嘴作用的宽度,而平均厚度和标准差由七次测量来确定。研究发现,与旋转喷嘴相比,扁平喷嘴产生的作用略宽,增加入射角可以增加两种喷嘴的除鳞作用通道的宽度。此外,还测量了除鳞后的重量损失,以对除鳞过程进行总体估计。由于两个喷嘴的除鳞机制,特别是在15°入射角时,除鳞效果更好,增加入射角增加了去除氧化铁皮的重量。两种喷嘴在入射角为15°时,粗糙度(Ra)值似乎较小。这些结果表明,与直接水射流打击铸坯表面相比,使用入射角喷嘴布置具有积极的效果。
图7 两种喷嘴在不同入射角下的除鳞表面图:图内红框表示在除鳞通道中切割试样的位置,白框表示未除鳞的氧化表面表3 铸坯表面的氧化铁皮组成(wt.),以图4中的点表示
表4 每种研究条件下除鳞通道测量参数(4行是入射角°,除鳞通道宽度mm,粗糙Ra度和重量损失g)
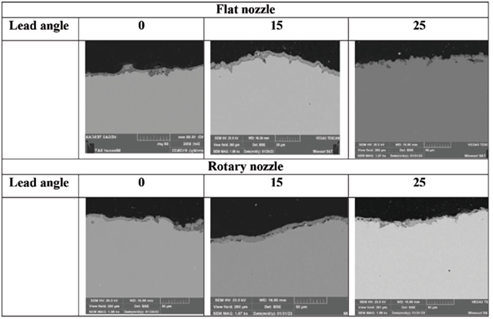
通过扫描电子显微镜测量截面残余氧化铁皮,统计分析除鳞足迹内氧化铁皮厚度的概率分布,对除鳞效果进行了详细评价。不同入射角和喷嘴设计的除鳞后残余氧化铁皮的概况如图8所示。
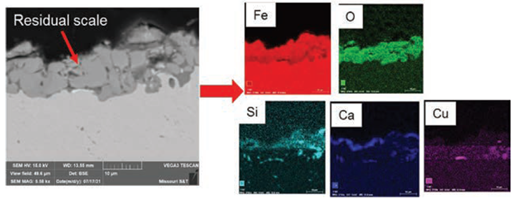
图8 不同研究条件下除鳞表面(图7中红框部分)残余氧化铁皮的截面图示例典型的轻度氧化表面区域如图9所示。大部分残留氧化层厚度在2~10 μm之间,部分地方深度渗透氧化层厚度可达20 μm。残余氧化层中存在混合氧化物。化学分析显示可能存在Fe-Si-Ca基氧化物。对氧化层进行高倍放大和元素映射,可以看出Fe-Si-Ca元素在氧化层中的分布。
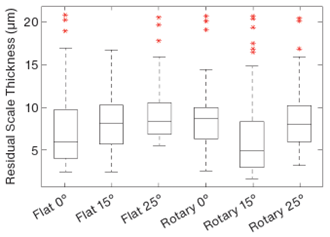
在每种情况下都拍摄了许多具有代表性的图像。因此,残余氧化铁皮是从所有拍摄的图像中测量的。图10用方框图显示了平均结果。可以看出,残余氧化铁皮的厚度分布较广,平均统计分析并没有提供明显的证据来得出研究参数对除鳞效率的影响。
图10 所有条件下加热铸坯表面,然后除鳞后残余氧化铁皮厚度的统计分析从除鳞表面质量的角度来看,最重要的质量参数与是否存在未去掉的厚度较大的氧化铁皮斑点有关,这个未去除氧化铁皮临界厚度尺寸可能在10到15μm之间。因此,通过绘制概率曲线来确定超过临界极限的残余氧化铁皮数量,对喷嘴效率和入射角的影响进行了详细的统计分析(图11)。一般来说,可以注意到,在较大厚度尺寸时,所有分布都偏离正态分布(分段直线)。对于扁平喷嘴,直接打击表面和有入射角的负偏差大于15微米。15°时分布最佳。该入射角对所有氧化铁皮厚度范围和残余氧化铁皮厚度都接近正态分布。增加入射角到25°,对于残余氧化铁皮厚度的大小影响都不大。旋转喷嘴除鳞效率比零导角喷嘴略好,增大导角时,在本文所确定的临界值以上厚度的斑点氧化铁皮较多。对于旋转喷嘴,正态分布具有正统计效应。
图11 不同入射角下(a)平面喷嘴和(b)旋转喷嘴除鳞后残余氧化铁皮厚度正态分布概率图结果表明,平面喷嘴和旋转喷嘴的除鳞效果不同,可能与水的射流与氧化铁皮的相互作用机制有关,也与入射角有关。喷嘴的设计和入射角直接影响到喷嘴的除鳞性能,这是因为作用在冲击点上的矢量力的方向有关的机制。[1,9]结论
1. 喷嘴的设计和入射角对有效去除氧化铁皮起着至关重要的作用,因为氧化铁皮从钢表面脱落的机理不同。2. 如文献9所述,在15°入射角时,常规的扁平射流喷嘴提供了最佳的除鳞效率,因为除了液滴锤击之外,它还启动了剪切机制。3. 旋转喷嘴具有很强的除鳞能力,因为喷嘴的水滴入射角随喷嘴倾角的变化而变化,从而激活了氧化铁皮上随机取向裂纹的扩展。此外,旋转喷嘴的除鳞效率对喷嘴入射角的依赖性较小。4. 未来的研究将使用额外的特殊方法,如打击力测量、表面侵蚀、冷除鳞和热除鳞,以深入研究钢的除鳞机理。鸣谢
本研究得到了Peaslee钢铁制造研究中心的支持,作者感谢董事会成员的支持、指导和贡献,特别是喷雾系统公司和钢铁动力公司。
参考文献
Karl Schwenk:Partner and Director, I2r POWER, Canton, Ohio, USA karl.schwenk@i2rpower.com作者
T.P. Ojiako:Graduate Research Assistant, Peaslee Steel Manufacturing Research Center, Department of Materials Science and Engineering, Missouri University of Science and Technology, Rolla, Mo., USA (tpodxz @ mst.edu);V.A. Athavale:Peaslee Steel Manufacturing Research Center, Department of Materials Science and Engineering, Missouri University of Science and Technology, Rolla, Mo., USA;R. Osei:Steel Dynamics Inc. – Flat Roll Group Columbus Division, Columbus, Miss., USA;Taha Tayebali:Spraying Systems Co., Glendale Heights, Ill., USA;Oldair Sasso:Director of Market Development (Heavy Industry), Spraying Systems Co., Glendale Heights, Ill., USA (oldair@spray.com);M.F. Buchely:Roberta and G. Robert Couch Assistant Professor, Department of Materials Science and Engineering, Missouri University of Science and Technology, Rolla, Mo., USA (buchelym@mst. edu);L.N. Bartlett:Wolf Associate Professor of Metallurgical Engineering, FEF Key Professor of Metal Casting Technology, Department of Materials Science and Engineering, Missouri University of Science and Technology, Rolla, Mo., USA (lnmkvf@mst.edu);S. Lekakh:Research Professor, Department of Materials Science and Engineering, Missouri University of Science and Technology, Rolla, Mo., USA (lekakhs@mst.edu);R.J. O’Malley:F. Kenneth Iverson Endowed Chair of Steelmaking Technologies and Director, Peaslee Steel Manufacturing Research Center, Department of Materials Science and Engineering, Missouri University of Science and Technology, Rolla, Mo., USA (omalleyr@mst.edu)唐杰民2023年11月中旬在黄山屯溪翻译自某国《钢铁技术》本月期刊,水平有限,对喷嘴设计和使用没有研究过,翻译不对不准之处请各位看官给予指正。